



 全部商品分类
全部商品分类
科普:出铁沟用浇注料预制件应该怎么选?使用效果如何?
来源:易耐网编辑:易耐网发布时间:2019/3/1
高炉出铁沟是经高炉熔化后的高温铁水和熔渣必经的通道,在使用中容易被高温的铁水和炉渣侵蚀损毁,传统采用耐火浇注料的沟衬维修时,施工工序繁琐、工期长,严重影响高炉产量。推荐采用耐火浇注料预制件作为高炉出铁沟沟衬,性能好的同时方便快捷,能够显著提高经济效益。
– I –
出铁沟的工作环境
高炉出铁沟的工作环境非常的恶劣,在出铁时,铁水温度在1500℃左右,以一台4000m3的高炉算,每分钟的出铁量5~7吨,每天出铁量大概在10000吨,出渣量为3200吨。停止出铁时,出铁沟的温度为500℃。因此出铁沟炉衬长期受到高温铁水的冲刷和侵蚀。
出铁沟用耐火材料的损毁的主要因素有点:
1)高温铁水的热冲击;
2)铁熔渣与耐火材料反应,造成材料结构损坏,性能下降,加剧沟衬受侵蚀速度。
3)出铁时高温1500℃,停止出铁时温度在500℃,间歇式作业环境下,温度急剧变化使炉衬抗热震性能下降,易出现裂纹、剥落现象,从而加剧材料损毁。
4)铁水对炉衬的渗透性也是造成炉衬损毁的因素之一。
– II –
浇注料预制件材质的选择
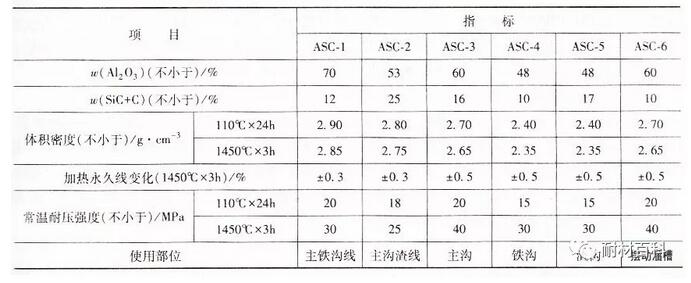
出铁沟用耐火浇注料预制件主要选择ASC低水泥耐火浇注料,在材料的配制上,浇注料骨料起骨架支撑作用,粉料起填充作用,骨料和粉料主要为白刚玉、棕刚玉、高铝骨料、碳化硅、碳等。结合剂为高铝水泥或者纯铝酸钙水泥,添加剂例如减水剂等增强材料的性能。表1为ASC耐火浇注料预制件的性能指标。
表1 ASC耐火浇注料预制件的性能指标
– II –
出铁沟浇注料预制件的制作
1、预制前的准备工作
将预制工作区清扫干净,检查模型尺寸并将其固定牢固。模型内涂油或其他润滑剂。
2、搅拌
将已经配制好的浇注料倒入强制性搅拌机中,先进行干混,然后按照要求的加水量加水搅拌3~4分钟均匀即可。
3、浇注
搅拌均匀的浇注料倒入已经准备好的模型中,及时用振动棒将材料振动均匀,表面泛浆、排气完成,最后在材料初凝前进行表面找平,抹面并做上记号。
4、养护
成型后浇注料在自然环境下,一般在4~6h初凝,24h~48h终凝,终凝后的预制件即可脱模进行养护。养护温度在15~25℃,2~3天最佳。需要注意的是,养护期间,预制件不能见水。
5、烘烤
养护好的预制件在出厂前或筑炉前,要进行低温(500~600℃)烘烤,从而排出预制件内部水分,缩短施工后的烘炉时间。
– IV –
出铁沟浇注料预制件的使用情况
– V –
结语











 易耐网公众号
易耐网公众号